1.1.2 固定循环指令
在数控加工中,有些典型的加工工序,是由刀具按固定的动作完成的。如在孔加工时,往往需要快速接近工件、进行孔加工及孔加工完成后快速回退等固定动作。将这些典型的、固定的几个连续动作,用一条G指令来代表,这样只需用单一程序段的指令即可完成加工,这样的指令称为固定循环指令。FANUC中固定循环指令主要用于钻孔、镗孔、攻螺纹等孔类加工,固定循环指令详细功能见表1-1。
表1-1 固定循环指令功能一览表

续表

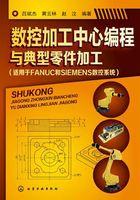
固定循环由6个分解动作组成(见图1-13)。

图1-13 固定循环的基本动作
①X轴和Y轴快速定位(还包括另一个轴)。
②刀具快速从初始点进给到R点。
③以切削进给方式执行孔加工的动作。
④在孔底相应的动作。
⑤返回R点。
⑥快速返回到初始点。
编程格式:
G90/G91 G98/G99 G73~G89 X__Y__Z__R__Q__P__F__K__;
指令意义:
G90/G91——绝对坐标编程或增量坐标编程;
G98——返回起始点;
G99——返回R平面;
G73~G89——孔加工方式,如钻孔加工、高速深孔钻加工、镗孔加工等;
X、Y——孔的位置坐标;
Z——孔底坐标;
R——安全面(R面)的坐标。增量方式时,为起始点到R面的增量距离;在绝对方式时,为R面的绝对坐标;
Q——每次切削深度;
P——孔底的暂停时间;
F——切削进给速度;
K——规定重复加工次数。
固定循环由G80或01组G代码撤销。
(1)钻孔循环G81
①指令格式:G81 X__Y__R__Z__F__;
②指令功能 该循环用于正常的钻孔,切削进给到孔底,然后刀具快速退回。执行此指令时,如图1-14所示,钻头先快速定位至X、Y所指定的坐标位置,再快速定位至R点,接着以F所指定的进给速率向下钻削至Z所指定的孔底位置,最后快速退刀至R点或起始点完成循环。

图1-14 G81钻孔循环
(2)固定循环取消G80
①指令格式:G80
②指令功能 固定循环使用结束后,应指令G80取消自动切削循环,而使用01组指令(G00、G01、G02、G03等),此时固定循环指令中的孔加工数据也会自动取消。
(3)沉孔加工固定循环G82
①指令格式:G82 X__Y__R__Z__P__F__;
②指令功能 G82指令除了在孔底会暂停P后面所指定的时间外,其余加工动作均与G81相同。刀具切削到孔底后暂停几秒,可改善钻盲孔 、柱坑、锥坑的孔底精度。P不可用小数点方式表示数值,如欲暂停 0.5s应写成P500。
(4)高速深孔钻削循环G73
①指令格式:G73 X__Y__R__ Z__ Q__ F__;
②指令功能 该循环执行高速排屑钻孔。执行指令时刀具间歇切削进给直到Z的最终深度(孔底深度),同时可从中排除掉一部分的切屑。
③指令说明 如图1-15(a)所示钻头先快速定位至X、Y所指定的坐标位置 ,再快速定位到R点,接着以F所指定的进给速率向Z轴下钻Q所指定的距离(Q必为正值,用增量值表示),再快速退回d距离(FAUNC 0M由参数 0531设定之,一般设定为1000,表示0.1mm),依此方式一直钻孔到Z所指定的孔底位置。此种间歇进给的加工方式可使切屑裂断且切削剂易到达切边进而使断屑和排屑容易且冷却、润滑效果佳,适合较深孔加工。图1-15所示为高速深孔钻加工的工作过程。其中Q为增量值,指定每次切削深度。d为排屑退刀量,由系统参数设定。

图1-15 高速深孔钻削循环动作
(5)啄式钻孔循环G83
①指令格式:G83 X__Y__R__Z__Q__F__;
②指令功能 执行该循环刀具间歇切削进给到孔的底部,钻孔过程中按指令的Q值抬一次刀,从孔中排除切屑,也可让冷却液进入到加工的孔中。
③指令说明 G83的加工与G73略有不同的是每次钻头间歇进给回退到点R平面,可把切屑带出孔外,以免切屑将钻槽塞满而增加钻削阻力及切削剂无法到达切边,故适于深孔钻削。d表示钻头间断进给时,每次下降由快速转为切削进给时的那一点与前一次切削进给下降的点之间的距离,同样由系统内部参数设定。孔加工动作如图1-16所示。

图1-16 啄式钻孔循环G83
(6)攻右旋螺纹指令G84与攻左旋螺纹指令G74
①指令格式:G84(G74)X__Y__R__Z__F__;
②指令说明 G84用于攻右旋螺纹,丝锥到达孔底后主轴反转,返回到R点平面后主轴恢复正转;G74用于攻左旋螺纹,丝锥到达孔底后主轴正转,返回到R点平面后主轴恢复反转。格式中的F在G94和G95方式各有不同,在G94(每分钟进给)中,进给速率(mm/min)=导程(mm/r)×主轴转速(r/min);在G95(每转进给)中,F即为导程,一般机床设置都为G94。加工动作如图1-17所示。

图1-17 攻螺纹循环
(7)铰孔循环指令G85与精镗阶梯孔循环指令G89
①指令格式:G85 X__Y__R__Z__F__;
G89 X__Y__R__Z__P__F__;
②指令说明 这两种加工方式,刀具是以切削进给的方式加工到孔底,然后又以切削方式返回到点R平面,因此适用于铰孔、镗孔。G89在孔底又因有暂停动作,所以适宜精镗阶梯孔。加工动作如图1-18所示。

图1-18 G85、G89固定循环
(8)精镗孔循环指令G76
①指令格式:G76 X__Y__R__Z__Q__F__;
②指令功能 此指令到达孔底时,主轴在固定的旋转位置停止,并且刀具以刀尖的相反方向移动退刀。这可以保证孔壁不被刮伤,实现精密和有效的镗削加工。
③指令说明 G76切削到达孔底后,主轴定向,刀具再偏移一个Q值,动作如图1-19所示。
④注意事项

图1-19 精镗孔循环
a.在装镗刀到主轴前,必须使用M19执行主轴定向。镗刀刀尖朝哪边,可在没装刀前就用程序试验出方向。以免方向相反在刀具到达孔底后移动刮伤工件或造成镗刀报废。
b.Q一定为正值。如果Q指定为负值,符号被忽略。也不可使用小数点方式表示,如欲偏移0.5mm,则必须要写成Q500。Q值一般取0.5~1mm,不可取过大,要避免刀杆刀背与机床孔壁相摩擦。Q的偏移方向由参数No.5101 #4(RD1)和#5(RD2)中设定。